全国服务热线
136 4289 5079

浏览数量: 48 作者: 锐邦科技 发布时间: 2021-07-27 来源: 锐邦科技
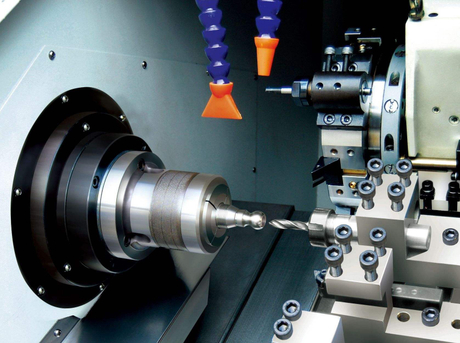
CNC数控加工在五金行业影响很大,很多需要进行零件加工的企业都将应用到CNC数控加工中。由于 CNC加工可适用于加工复杂、要求还高且工序众多,需要多次装夹、调整后才能完成加工零件。
通常在 CNC加工中最常用的都是异形件、复杂曲面、箱体零件、特殊加工、盘套板等零件。
1.形状零件
成形零件是形状不规则的零件,多采用点、线、面混合加工。一般而言,异形件刚性较差,夹压变形难以控制,加工精度也难以保证,甚至有些零件的部分加工部分在普通机床上难以完成。在使用加工中心进行加工时,应采取合理的工艺措施,一次或二次装夹,充分利用加工中心的多工位点、线、面混合加工的特点,完成多道或全部工序内容。
2.复杂表面
在机械制造业尤其是航天航空工业中,复杂曲面有着特殊的重要性。用普通的机器加工复杂曲面是难以甚至不可能完成的。国内的传统方法是采用精密铸造法,可以想象,精度很低。各种叶轮、导风轮、球面、各种曲面成型模具、推进器、水下航行器推进器等复杂曲面零件,以及一些其他形状的自由曲面。有以下几种典型比较:
a.凸轮,凸轮机构
广泛应用于各种自动机械中,作为机械式储存和传递信息的基本元件,它有各种曲线的盘形凸轮、圆柱凸轮、锥形凸轮、桶形凸轮、端面凸轮等。对此类零件的加工可根据凸轮的复杂性选择三轴、四轴或选择五轴联动加工中心;
b.整体叶轮类
此类部件通常用于航空发动机的压气机、充氧机、单螺杆空气压缩机等,对于此类部件,可以采用四轴以上联动加工中心来完成;
c.模具类别
如注塑模、橡胶模、真空成型吸塑模、冰箱发泡模、压力铸模、精密铸模等。使用加工中心进行模具加工,由于工序高度集中,动模、静模等关键件的精加工基本上是一次安装完成全部加工内容,可以减少尺寸累积误差,减少修配工作量。与此同时,模具的复制性强,互换性好。钳工的剩余工作要少,凡可及的部分,应尽量用机械加工完成,这样夹模工人的工作主要是抛光;
d.球面
铣削加工中心可用。三轴铣削只需球头铣刀进行近似加工,其效率较低,可以利用端铣刀作为包络面进行加工。用加工中心加工复杂曲面,编程工作量大,多数采用自动化编程技术。

3.盒子类部件。
外壳类零件一般是指具有多个孔、内部有型腔、在长、宽、高方向上有一定比例的零件。此类零件用于机床、汽车、飞机制造等行业。箱类零件一般需要多工位的加工及平面加工,公差要求较高,尤其是对形位公差要求比较严格,要经过铣、钻、钻、钻、钻、钻、钻、钻、钻、钻、铣、钻、钻、钻、钻等工序,所需的刀具较多,在普通机床上加工精度要求较高,需要多次加工的刀具,需要经常更换刀具。
机箱类零件的加工中心,当加工工位较多,需要在工作台上多次转角完成转角的零件,一般选用卧式镗铣加工中心。在加工工位较少,且间距不大时,可选配立式加工中心,从一端进行加工。
4.特殊处理
当熟练地掌握加工中心的功能后,再配合一定的模具、专用工具,利用加工中心就能完成一些特殊的工艺工作,例如在金属表面上刻、刻、刻图案;在加工中心的主轴上装上高频电火花电源,可对金属表面进行线扫描表面淬火;用加工中心装上高速磨头,可实现小模数渐开线圆锥齿轮磨削。
5.圆盘、套筒、板件
曲面的盘套或轴类零件,如带凸缘的、带键槽或方头的轴类零件,如带凸缘的轴、带键槽或方头的轴类零件等;带多孔加工的板类零件,如各种电机盖等。具有分布孔系的端面、曲面的盘类零件宜选用具有垂直加工中心、带有径向孔的可选水平加工中心。
通过以上的介绍,我们不难看出, CNC加工中心的应用范围很广,工件的加工种类也很多,所以很多企业在精密件、模具等的加工时都需要用到 CNC加工中心,这类设备的价格昂贵,使用过程中一定要多加维护。