全国服务热线
136 4289 5079

浏览数量: 38 作者: 锐邦科技 发布时间: 2020-11-25 来源: 锐邦科技
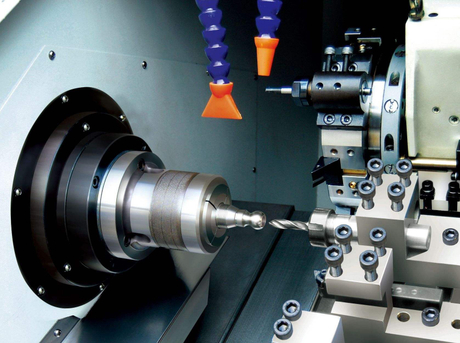
对一家CNC加工厂来说,有效降低CNC数控车床加工成本的最直接的方法就是有效地使用CNC数控车床加工刀具的不同部位。在选用 CNC数控加工刀具时,除了要考虑刀具材料的选择外,还需要了解刀具的前角和后角在加工过程中所起的作用。
CNC数控车床加工刀具前角
一般来说,前角对切削力、切屑排出、刀具耐用性有很大的影响。这些因素如下:
1.正前角大,切削刃锋利;
2.前角每增大一度,切割力降低1%;
3.正前角太大,刀口强度降低;负前角太大,切削力增大。
CNC数控车床加工的前角可分为:1.大负前角;2.大正前角;
1.大负前角一般用于切割硬材料;要求切割刃具有较强的强度,以适应间断切割和切割含黑皮表面层的加工条件。
2.大正前角一般用于1)切割软质材料、易切割材料、加工材料和机床刚性差的情况。
让我们来谈谈数控刀具前角切削的优点和前角过大的缺点。
1.前角切削的优点:由于使用前角切削可以减少切削所遇到的阻力,从而提高切削效率;使用前角切削可以降低切削温度和振动,提高切削精度;降低刀具损耗,延长刀具寿命;使用前角切削可以降低刀具磨损,并在选择正确的刀具材料和切入角度时,增强刀刃的可靠性。
2.前角过大的缺点:由于增加前角会使刀具切入工件的角度和切削效率降低,因此在切削硬度较高的工件时,如果前角过大,刀具很容易产生磨损,甚至出现崩刀现象;如果刀具材料较弱,则很难保持切削刃的可靠性。

CNC数控车床加工刀具后角
一般而言,后角使刀后与工件之间的磨擦减少,使刀能自由切入工件。这些因素如下:
1.后角大,刀背正磨损少;
2.后角较大,刀尖强度降低。
数控机床的后角可分为:1.小后角;2.大后角。
1.小后角一般用于切割硬度材料,要求切割强度高。
2.大后角一般用于切割软材料,切割时容易切割硬化材料。
在此基础上,介绍了CNC数控车床加工刀具的后角切削优点和后角切削的局限性。
1.后角切削的优点:大后角切削可以减少后刀面的磨损,因此,在前角损失没有明显增加的情况下,使用较小的后角切削可以更好地延长刀具寿命;一般来说,当切削延展性好且材料较软时,更容易发生溶结。溶解结将增加后角和工件接触面,增加切削阻力,降低切削精度。因此,在切割这类材料时若用较大的后角切割,就可以避免这一现象。
2.后角切削的限制:当切削热传递能力较低的材料如钛合金和不锈钢时,使用大后角切削前刀面容易发生磨损,甚至发生刀具损坏。所以,在切削这类材料时,大后角是不合适的;尽管用大后角可以减少后刀面的磨损,但是会加速刀刃的退化。因此,切割的深度会随之减小,从而影响切割精度。为了实现这一目的,技术人员需要定时调整刀具的角度,以保持切削精度;在切削高硬度材料时,如后角太大,切削时遇到阻力,会使前角受到很强的压缩力,从而使其出现缺损或损坏。