全国服务热线
136 4289 5079

浏览数量: 34 作者: 锐邦科技 发布时间: 2022-07-13 来源: 锐邦科技
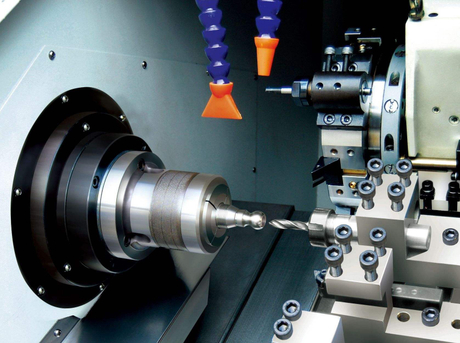
CNC加工是如今五金行业非常流行的一种加工工艺,其在五金加工中地位很高,许多的的企业都应用到CNC加工,那么对于常用到CNC加工的零件都有哪些呢?我们一起来看看。
事实上常用到CNC加工的零件有很多,在这我就不一一列举了,我们就几个常用的零件做个详细分析,分别有以下几个:
1.异形件
异形件是外形不规则的零件,大都需要点、线、面多工位混合加工。异形件的刚性一般较差,夹压变形难以控制,加工精度也难以保证,甚至某些零件的有的加工部位用普通机床难以完成。用加工中心加工时应采用合理的工艺措施,一次或二次装夹,利用加工中心多工位点、线、面混合加工的特点,完成多道工序或全部的工序内容。
2.盘、套、板类零件
带有键槽,或径向孔,或端面有分布的孔系,曲面的盘套或轴类零件,如带法兰的轴套,带键槽或方头的轴类零件等,还有具有较多孔加工的板类零件,如各种电机盖等。端面有分布孔系、曲面的盘类零件宜选择立式加工中心,有径向孔的可选卧式加工中心。
3.特殊加工
在熟练掌握了加工中心的功能之后,配合一定的工装和专用工具,利用加工中心可完成一些特殊的工艺工作,如在金属表面上刻字、刻线、刻图案;在加工中心的主轴上装上高频电火花电源,可对金属表面进行线扫描表面淬火;用加工中心装上高速磨头,可实现小模数渐开线圆锥齿轮磨削及各种曲线、曲面的磨削等。
4.箱体类零件
箱体类零件一般是指具有一个以上孔系,内部有型腔,在长、宽、高方向有一定比例的零件。这类零件在机床、汽车、飞机制造等行业用的较多。箱体类零件一般都需要进行多工位孔系及平面加工,公差要求较高,特别是形位公差要求较为严格,通常要经过铣、钻、扩、镗、铰、锪,攻丝等工序,需要刀具较多,在普通机床上加工难度大,工装套数多,费用高,加工周期长,需多次装夹、找正,手工测量次数多,加工时必须频繁地更换刀具,工艺难以制定,更重要的是精度难以保证。 加工箱体类零件的加工中心,当加工工位较多,需工作台多次旋转角度才能完成的零件,一般选卧式镗铣类加工中心。当加工的工位较少,且跨距不大时,可选立式加工中心,从一端进行加工。

5.复杂曲面
复杂曲面在机械制造业,特别是航天航空工业中占有特殊重要的地位。复杂曲面采用普通机加工方法是难以甚至无法完成的。在我国,传统的方法是采用精密铸造,可想而知其精度是低的。复杂曲面类零件如:各种叶轮,导风轮,球面,各种曲面成形模具,螺旋桨以及水下航行器的推进器,以及一些其它形状的自由曲面。比较典型的下面几种:
①凸轮、凸轮机构
作为机械式信息贮存与传递的基本元件,被广泛地应用于各种自动机械中,这类零件有各种曲线的盘形凸轮,圆柱凸轮、圆锥凸轮、桶形凸轮、端面凸轮等。加工这类零件可根据凸轮的复杂程度选用三轴、四轴联动或选用五轴联动的加工中心;
②整体叶轮类
这类零件常见于航空发动机的压气机,制氧设备的膨胀机,单螺杆空气压缩机等,对于这样的型面,可采用四轴以上联动的加工中心才能完成;
③模具类
如注塑模具、橡胶模具、真空成形吸塑模具、电冰箱发泡模具、压力铸造模具,精密铸造模具等。采用加工中心加工模具,由于工序高度集中,动模、静模等关键件的精加工基本上是在一次安装中完成全部机加工内容,可减少尺寸累计误差,减少修配工作量。同时,模具的可复制性强,互换性好。机械加工残留给钳工的工作量少,凡刀具可及之处,尽可能由机械加工完成,这样使模具钳工的工作量主要在于抛光;
④球面
可采用加工中心铣削。三轴铣削只能用球头铣刀作逼近加工,效率较低,五轴铣削可采用端铣刀作包络面来逼近球面。复杂曲面用加工中心加工时,编程工作量较大,大多数要有自动编程技术。
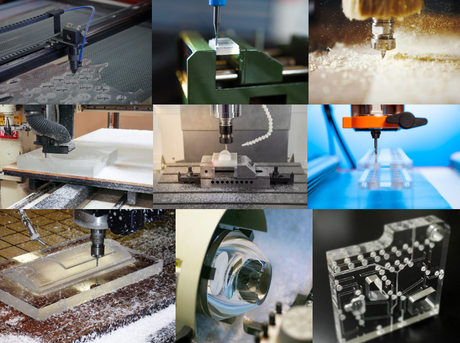
CNC加工适宜于加工复杂、工序多、要求较高、需用多种类型的普通机床和众多刀具夹具,且经多次装夹和调整才能完成加工的零件。东莞锐邦科技就是专业从事这个行业的,有需要可官网留言。