全国服务热线
136 4289 5079

浏览数量: 21 作者: 本站编辑 发布时间: 2021-05-31 来源: 本站
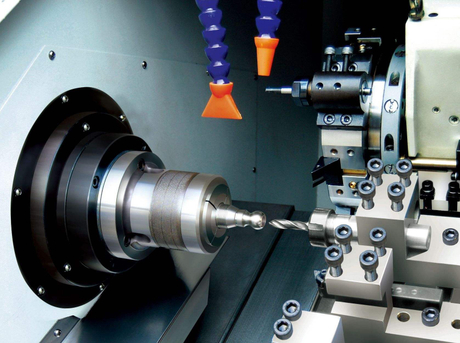
CNC加工正朝着高速高效的道路发展。这其中就包括对CNC加工的速度控制,若要充分利用好有效工作行程,就必须使运动部件在极短时间内能加速到高速行程,并且在高速行程中瞬间停准。这就是为什么要对CNC加工的速度控制。
我们根据开放性的控制思想,提出一种可根据任意曲线对数控机床的运动进行自动加减速控制的方法。这种方法将自动加减速控制由传统的固定模式推向新的柔性模式,为有效提高数控机床的动态性能探索出一条新的途径。

1.柔性加减速控制
CNC加工当中,一般是由系统程序直接实现特定的自动速度控制功能。在这种方式下,要对系统加减速特性进行改变或加减控制修改数控程序,因而普通用户无法按自己的意愿使数控机床具有最佳的加减速性能。所以我们提出的柔性加减速控制方法则采用数据库的原理,将加减速控制分为加减速描述与实施两部分,并将加减速描述与系统程序相分离。在数控系统软件中,则设计一条通用的与加减速数据库内容无关的控制通道,由其独立完成加减速计算和轨迹控制。
2.柔性自动加速控制
设定加速曲线,解析曲线和非解析曲线,将其作为样板以数表的形式存放于加减速曲线库中。
3.柔性自动减速控制
加速控制一样将其作为样板以数表的形式存放于加减速曲线库中。合理的自动加减速控制是保证数控机床动态性能的重要环节。