全国服务热线
136 4289 5079

浏览数量: 16 作者: 本站编辑 发布时间: 2023-05-17 来源: 本站
一、材料去除制造工艺 (⑽m <0)
材料去除制造工艺是按一定的方式从工件上切除多余的材料,得到所需形状、尺寸的零件。此类工艺要求工件表面有足够的多余材料。在材料的去除过程中,工件逐渐逼近理想零件的形状和尺寸。原材料或毛坯与零h的形状、尺寸相差越大,去除的材料就越多,材料损耗就越大,加工过程消耗的能源也越多。有时损耗的材料体积甚至超过零件自身的体积。
虽然材料去除工艺的材料利用率低,但至今它依然是提高零件品质的主要手段,同时也具有很强的加工适应性,是机h制造中应用最广泛的加工方式。材料去除法工艺与材料成形工艺相结合,可以大大降低原材料的消耗。随着少无切削加工技术 (精密铸造、精锻造等) 的发展,可以进一步提高材料的利用率。生产数量很少时,为了减少材料成形工艺投资,单纯采用材料去除工艺也是经济合理的。
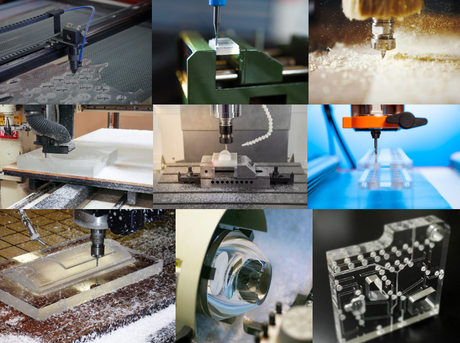
材料去除工艺有很多加工形式,包括传统的切削加工和特种加工。
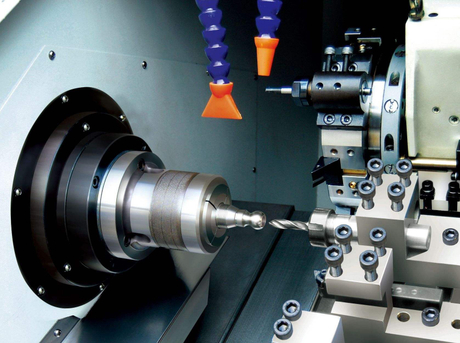
切削加工是用金属切削刀具在机床上切除工件 (毛坯) 上多余的金属,从而使工件的形状、尺寸和表面质量符合设计要求的工艺方法。切削过程中,刀具和工件安装在机床上,由机床带动实现一定规律的相对运动。在刀具与工件的相对运动过程中,多余的金属被切除,形成了工件的已加工表面。常见的金属切削加工方式有车削、铣削、刨削、拉削、磨削等。金属切削过程中存在力、热、变形、振动、磨损等现象。对加工过程、加工质量都存在一定的影凇H绾握确选择加工方法、加工机床、刀具、夹具和切削参数,改善加工质量,提高加工效益将是本书的重点讲述内容。
特种加工是指利用电能、光能等对工件进行材料去除的加工方法。有电火花加工、电解加工、激光加工等。电火花加工是利用工具电极与诩电极之间产生的脉冲放电现象蚀除工件材料达到加工目的。加工时,工件电极与工具电极之间存在一定的放电间隙,而不直接接触,加工中没有力的作用,可以加工任何力学性能的导电材料。在工艺上其主要优点是可以对复杂形状的内轮廓表面进行加工,将其加工难度转化为外轮廓(工诘缂) 的加工,所以在模具制造中有特殊的作用。由于电火花加工的金属去除率低,一般不用于产品的形状加工。激光加工、离子束加工多用于细微加工。
随着科学技术的进步,在航天、计算机领域,有些加工精度和表面粗糙度要求特别高的零件,需要进行精密加工及超精加工。精密、超精密加工达到的尺寸精度可以达亚微米乃至纳米级。这些加工方法有超精密车削、超精密研磨等。
二、材料成形制造工艺 (⑽m =0)
材料成形制造工艺多利用模型使原材料形成零件或毛坯。材料成屑庸す程中,原材料的形状、尺寸、组织状态,甚至结合状态都会改变。由于成形精度一般不高,材料成形制造工艺常用来制造毛坯。也可以用来制造形状复杂但精度要求不太高的零件。材料成形工艺的生产效率较高。常用的成形工艺有铸造、锻压、粉末冶金等。
(一)铸
铸造是将液态金属浇注到与零件的形状尺寸相适应的铸型型腔中去,冷却凝固后获得毛坯或零件的工艺方法。基本工艺过程为造型、熔炼、浇注、清理等。由于合金铸造时的充型能力、收缩及其它因素影响,铸件可能会存在组织不均匀、缩孔、热应力、变形腥毕荩使铸件的精度、表面质量、力学性能不高。尽管如此,由于适应性强,生产成本低,铸造加工依然得到十分广泛的应用。形状复杂,尤其有复杂内腔零件的毛坯常采用铸造。
目前生产中常用的铸造方法有普通砂型铸造、熔模铸造、金属型铸造、压力铸小⒌脱怪造、离心铸造等。其中,普通砂型铸造应用最广。
(二) 锻压
锻造与板料冲压统称为锻压。锻造是利用锻造设备对加热后的金属施加外力进行塑性变形,形成具有一定形状、尺寸和组织性能的零件毛坯。经过锻造的毛坯其内部组织致密均匀。金属流线分布合理,提高了零件强度。因此,锻造常用于制造综合力学性能要求高的零件的毛坯。
锻造可分为自由锻造、模型锻造和胎模锻造。
自由锻造是将金属置于上下抵铁之间进行金属塑性变形,利用自由流动的侣沙尚巍3尚涡率低,精度低。一般用于生产批量较小,形状简单的锻件。
模型锻造是将金属置于锻模的模膛中变形,金属的塑性流动受到模膛的限制,成形效率高,精度高,金属流线分布更加合理。但由于模具制造费用很高,通常用于大批量生产。与自由略煜啾龋模型锻造时需要的锻造力大,不能用于大型锻件的锻造。
胎模锻造是在自由锻造的设备上利用胎模对金属进行锻造。胎模制造简单,成本低,成形方便,但成形精度不高,常用来生产精度要求不高的小锻件。
板料冲压略谘沽机上利用冲模将板料冲压成各种形状和尺寸的制件。冲压加工具有极高的生产率和较高的加工精度,其加工形式有冲裁、弯曲、拉深、成形等。冲裁是将板料冲压成各种平面制件。弯曲、拉深等成形工序将板料冲压成各种立体制件。板料冲压在电气产品、轻工产品、汽车制造中有着路止惴旱挠τ谩
(三)粉末冶金
粉末冶金是以金属粉末或金属与非金属粉末的混合物作为原料,经模具压制、烧结等工序,制造某些金属制品或金属材料的工艺方法。它既可以生产特种金属材料,又可以生产少无切削加工的金属零件。粉末冶轮破返牟牧侠用率能达到95 %,可大量减少切削加工的投入,降低生产成本,因此在机械制造中获得日益广泛的应用。由于粉末冶金所用蹬粉末原料价格高,成形时粉末的流动性差,零件形状的和大小受到一定的限制。粉末冶金制件内部存在一定量的微小孔隙,其强度比铸件或锻件约低20 %~30 %,且塑性、韧性也较差。
粉末冶金生产的工艺流程包括粉末制备、混配料、压制成形、烧结、整形等。其中粉末的制备与混配料工序通常由提供粉末的厂商完成。
三、材料累积制造工艺 (⑽m >0 )
材料累积制造工艺是将零件以微元叠加方式逐渐累积生长出来的。在制造过程中,将零件三维实体模型数据经计算机处理,控制材料的累积过程,形成所要的零件。此类工艺方法的优点是无需刀具、夹具等生产准备活动,就可以成形任意复杂形状的零件。
制造出采的原型可供设计评估、投标或样件展示。因此,这一工艺又称为快速成形技术。快速成形技术用于产品样件的制造、模具制造和少量零件的制造,成为加速新产品开发及实现并行工程的有效技术,使企业的产品能快速响应市场,提高企业的竞争能力。
快速成形技术的发展十分迅速,现在有几种方法已 经 进 入 应 用 阶 段, 主 要 有 光 固 化 法 (SL :Stereolithog -raphy)、层叠制造法 (LO M :LaminatedObject Manufacturing)、激光选区烧结法 (SLS :Selec-tive Laser Sintering)、熔化堆积造型法 (FD M :Fused
Deposition Modeling),其中光固 化 法 是 最 早 投入商业应用的快速成形技术(下图)。
如图 所示,光固化法以光敏树脂为原料,将计算机控制的紫外激光按预定零件分层截面对液态树脂逐点扫描,使被扫描区域的树脂薄层产生光聚合反应,从而形成零件一个薄层截面。当一层固化完毕后,托盘下降一个薄层高度。在原先固化好的树脂表面再敷上一层新的液态树脂以便下一次扫描固化。新固化的一层牢固地与前一层粘合,如此重复,直到整个零件原型制造完毕。