全国服务热线
136 4289 5079

浏览数量: 8 作者: 本站编辑 发布时间: 2022-12-15 来源: 本站
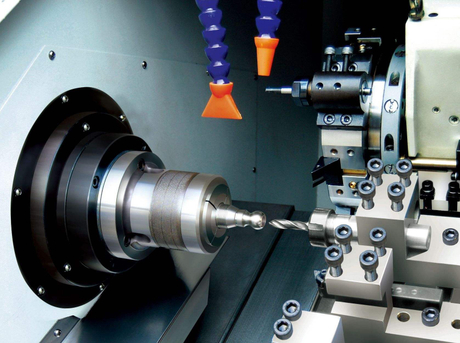
钻孔是孔加工的一种基本方法,它在东莞CNC精密加工厂中占有较大的比重。钻孔所用刀具分为肩钻和麻花钻,可在实体材料上加工孔。
由于钻削时切削负荷大、刀具刚度差及钻头结构上的缺点。

钻削时常常产生下列问题:钻头容易引偏,造成孔轴线的偏移和产生直线度误差;孔径容易扩大;孔壁粗糙;钻削时的轴向力大。所以钻头
一般只能用来加工精度要求不高的孔,或作为精度要求较高孔的粗加工。钻孔的一般尺寸精度为T11~T14,表面粗糙度为Ra60~12.5m。
为了保证加工质量,工艺上采用下列措施:
(1)钻孔前先加工端面,保证端面与钻头垂直防止引偏。
(2)刀磨时尽量使钻头的两主切削刃对称,使两切削刃产生的径向切削力大小一致。
(3)东莞CNC精密加工厂用钻模作导向装置,这样可减小钻孔开始时的引偏,特别是在斜面或曲面上钻孔。
(4)钻小孔或深孔时应采用较小的进给量。