全国服务热线
136 4289 5079

浏览数量: 5 作者: 本站编辑 发布时间: 2023-03-09 来源: 本站
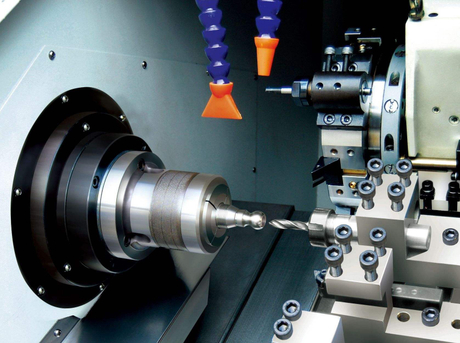
CNC加工,也叫数控加工,是指用数控的加工工具进行的加工。因为数控加工是编程后由电脑控制加工,因此,CNC加工具有加工质量稳定,加工精度高,重复精度高,可加工复杂型面,加工效率高等优点。在实际加工过程中,人的因素及操作经验,在很大程度上会影响最终的加工品质。下面,让我们来看看,一位有着十年CNC加工经验的老司机,总结出来的十二条宝贵经验....
一、如何对cnc加工工序进行划分?
数控cnc加工工序的划分一般可按下列方法进行:
1、刀具集中分序法就是按所用刀具划分工序,用同一把刀具cnc加工完零件上所有可以完成的部位。在用第二把刀、第三把完成它们可以完成的其它部位。这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。
2、以加工部位分序法对于cnc加工内容很多的零件,可按其结构特点将加工部分分成几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度较低的部位,再加工精度要求较高的部位。
3、以粗、精cnc加工分序法对于易发生cnc加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。综上所述,在划分工序时,一定要视零件的结构与工艺性,机床的功能,零件数控cnc加工内容的多少,安装次数及本单位生产组织状况灵活掌握。另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。想要学习UG加工编程知识在群565120797可以帮助你。
二、cnc加工顺序的安排应遵循什么原则?
加工顺序的安排应根据零件的结构和毛坯状况,以及定位夹紧的需要来考虑,重点是工件的刚性不被破坏。顺序一般应按下列原则进行:
1、上道工序的cnc加工不能影响下道工序的定位与夹紧,中间穿插有通用机床加工工序的也要综合考虑。
2、先进行内形内腔加工序,后进行外形加工工序。
3、以相同定位、夹紧方式或同一把刀cnc加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。
4、在同一次安装中进行的多道工序,应先安排对工件刚性破坏小的工序。
三、工件装夹方式的确定应注意那几方面?
在确定定位基准与夹紧方案时应注意下列三点:
1、力求设计、工艺、与编程计算的基准统一。
2、尽量减少装夹次数,尽可能做到在一次定位后就能cnc加工出全部待加工表面。
3、避免采用占机人工调整方案。
4、夹具要开畅,其定位、夹紧机构不能影响cnc加工中的走刀(如产生碰撞),碰到此类情况时,可采用用虎钳或加底板抽螺丝的方式装夹。
四、如何确定对刀点比较合理?工件坐标系与编程坐标系有什么关系?
1、对刀点可以设在被加工零件的上,但注意对刀点必须是基准位或已精加工过的部位,有时在第一道工序后对刀点被cnc加工毁坏,会导致第二道工序和之后的对刀点无从查找,因此在第一道工序对刀时注意要在与定位基准有相对固定尺寸关系的地方设立一个相对对刀位置,这样可以根据它们之间的相对位置关系找回原对刀点。这个相对对对刀位置通常设在机床工作台或夹具上。其选择原则如下:
(1)找正容易。
(2)编程方便。
(3)对刀误差小。
(4)加工时检查方便、可查。
2、工件坐标系的原点位置是由操作者自己设定的,它在工件装夹完毕后,通过对刀确定,它反映的是工件与机床零点之间的距离位置关系。工件坐标系一旦固定,一般不作改变。工件坐标系与编程坐标系两者必须统一,即在加工时,工件坐标系和编程坐标系是一致的。
五、如何选择走刀路线?
走刀路线是指数控加工过程中刀具相对于被加工件的运动轨迹和方向。加工路线的合理选择是非常重要的,因为它与零件的cnc加工精度和表面质量密却相关。在确定走刀路线是主要考虑下列几点:
1、保证零件的加工精度要求。
2、方便数值计算,减少编程工作量。
3、寻求最短cnc加工路线,减少空刀时间以提高cnc加工效率。
4、尽量减少程序段数。
5、保证工件轮廓表面cnc加工后的粗糙度的要求,最终轮廓应安排最后一走刀连续加工出来。
6、刀具的进退刀(切入与切出)路线也要认真考虑,以尽量减少在轮廓处停刀(切削力突然变化造成弹性变形)而留下刀痕,也要避免在轮廓面上垂直下刀而划伤工件。
六、如何在cnc加工过程中监控与调整?
工件在找正及程序调试完成之后,就可进入自动加工阶段。在自动加工过程中,操作者要对切削的过程进行监控,防止出现非正常切削造成工件质量问题及其它事故。
对切削过程进行监控主要考虑以下几个方面:
1、加工过程监控粗加工主要考虑的是工件表面的多余余量的快速切除。在机床自动加工过程中,根据设定的切削用量,刀具按预定的切削轨迹自动切削。此时操作者应注意通过切削负荷表观察自动加工过程中的切削负荷变化情况,根据刀具的承受力状况,调整切削用量,发挥机床的最大效率。
2、切削过程中切削声音的监控在自动切削过程中,一般开始切削时,刀具切削工件的声音是稳定的、连续的、轻快的,此时机床的运动是平稳的。随着切削过程的进行,当工件上有硬质点或刀具磨损或刀具送夹等原因后,切削过程出现不稳定,不稳定的表现是切削声音发生变化,刀具与工件之间会出现相互撞击声,机床会出现震动。此时应及时调整切削用量及切削条件,当调整效果不明显时,应暂停机床,检查刀具及工件状况。
3、精加工过程监控精加工,主要是保证工件的加工尺寸和加工表面质量,切削速度较高,进给量较大。此时应着重注意积屑瘤对加工表面的影响,对于型腔加工,还应注意拐角处加工过切与让刀。对于上述问题的解决,一是要注意调整切削液的喷淋位置,让加工表面时刻处于冷却条件;二是要注意观察工件的已加工面质量,通过调整切削用量,尽可能避免质量的变化。如调整仍无明显效果,则应停机检察原程序编得是否合理。特别注意的是,在暂停检查或停机检查时,要注意刀具的位置。如刀具在切削过程中停机,突然的主轴停转,会使工件表面产生刀痕。一般应在刀具离开切削状态时,考虑停机。
4、刀具监控刀具的质量很大程度决定了工件的加工质量。在自动加工切削过程中,要通过声音监控、切削时间控制、切削过程中暂停检查、工件表面分析等方法判断刀具的正常磨损状况及非正常破损状况。要根据加工要求,对刀具及时处理,防止发生由刀具未及时处理而产生的加工质量问题。
七、如何合理选择加工刀具?切削用量有几大要素?有几种材料的刀具?如何确定刀具的转速,切削速度,切削宽度?
1、平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。一般铣削时,尽量采用二次走刀加工,第一次走刀最好用端铣刀粗铣,沿工件表面连续走刀。每次走刀宽度推荐至为刀具直径的60%--75%。
2、立铣刀和镶硬质合金刀片的端铣刀主要用于加工凸台、凹槽和箱口面。
3、球刀、圆刀(亦称圆鼻刀)常用于加工曲面和变斜角轮廓外形。而球刀多用于半精加工和精加工。镶硬质合金刀具的圆刀多用于开粗。
八、加工程序单有什么作用?在加工程序单中应包括什么内容?
1、加工程序单是数控加工工艺设计的内容之一,也是需要操作者遵守、执行的规程,是加工程序的具体说明,目的是让操作者明确程序的内容、装夹和定位方式、各个加工程序所选用的刀具既应注意的问题等。
2、在加工程序单里,应包括:绘图和编程文件名,工件名称,装夹草图,程序名,每个程序所使用的刀具、切削的最大深度,加工性质(如粗加工还是精加工),理论加工时间等。
九、数控编程前要做何准备?
在确定加工工艺后,编程前要了解:
1、工件装夹方式;
2、工件毛胚的大小----以便确定加工的范围或是否需要多次装夹;
3、工件的材料----以便选择加工所使用何种刀具;
4、库存的刀具有哪些----避免在加工时因无此刀具要修改程序,若一定要用到此刀具,则可以提前准备。
十、在编程中安全高度的设定有什么原则?
安全高度的设定原则:一般高过岛屿的最高面。或者将编程零点设在最高面,这样也可以最大限度避免撞刀的危险。
十一、刀具路径编出来之后,为什么还要进行后处理?
因为不同的机床所能认到的地址码和NC程序格式不同,所以要针对所使用的机床选择正确的后处理格式才能保证编出来的程序可以运行。
十二、什么是DNC通讯?
程序输送的方式可分为CNC和DNC两种,CNC是指程序通过媒体介质(如软盘,读带机,通讯线等)输送到机床的存储器存储起来,加工时从存储器里调出程序来进行加工。由于存储器的容量受大小的限制,所以当程序大的时候可采用DNC方式进行加工,由于DNC加工时机床直接从控制电脑读取程序(也即是边送边做),所以不受存储器的容量受大小的限制。
1、切削用量有三大要素:切削深度,主轴转速和进给速度.切削用量的选择总体原则是:少切削,快进给(即切削深度小,进给速度快)
2、按材料分类,刀具一般分为普通硬质白钢刀(材料为高速钢),涂层刀具(如镀钛等),合金刀具(如钨钢,氮化硼刀具等)。
如果你想从cnc加工操机人员转做编程人员,以上这些是必须知道的哦,除了以上,你觉得还有什么也是需要知道的呢?提高效率是不是也很重要呢,避免撞刀、空刀是不是也是要注意的呢。